
Challenge
Research stations have been specifically located in the Antarctic, on a hazardous floating ice shelf, to gather important information such as weather and climate data. Research has taken place at this location for many years and played a critical role in the research that identified the ozone hole in 1985. Unfortunately, due to their static nature, Halley bases I to IV floated off into the Antarctic on a great iceberg and Halley V was decommissioned as a result of being located on the wrong side of a potential fault line. The challenge was to provide a safe home and working environment for the research team to allow the continuation of extensive scientific and environmental research. The new station would comprise of eight modules (each the size of a terrace house) weighing between 150 and 220 tonnes.
Concept
Build the first fully re-locatable research station ever built in the Polar Regions. Engineer the hydraulic system and legs, on which the modules are supported, to meet the specific requirements of load holding, low temperature and environmental concerns.
Solution
Halley VI is unique; the entire station is transportable and can be towed and relocated, and the modules can be raised as snow builds up beneath them. The modules are mounted on legs with built-in hydraulic cylinders that are used to raise and retract the legs, enabling a snow platform to be constructed beneath the ski foot on each leg. The legs are then synchronously extended to raise the module.
Benefit
The entire base stands on a hydraulic leg-and-ski system that allows it to be raised above the annual snowfall, and periodically transported to another location. If these adjustments didn’t happen, the station would eventually be buried and carried to the ice edge where it would drop into the ocean. Halley VI’s researchers now have a state-of-the-art complex from which to carry out their vital work. We are proud to be associated with this project which puts the UK at the forefront of Antarctic research, allowing ground breaking scientific and environmental developments.

Challenge
Merchant Square is one of the most current and prestigious new-build complexes in London. It is made up of residential, commercial and retail property built around the end of the Grand Union Canal. Our challenge was to design, manufacture and install the hydraulic systems whilst maintaining a truly unique yet functioning set of bridge designs.
Concept
To develop a solution to operate the fantastic showpiece bridge, designed to give the appearance of an open Japanese hand fan, and to fulfil the design of Thomas Heatherwick’s rolling bridge.
Solution
Fan Bridge: The bridge itself is built from five individual leaves which are each raised hydraulically at various speeds and to different heights to give the bridge its unique fan effect, each section ending its travel simultaneously with its adjacent leaf. The equipment we supplied includes five hydraulic cylinders, each capable of lifting in excess of 50 tonnes, and a twin-pump hydraulic power pack to raise all five bridge leaves simultaneously. The power pack is linked to each cylinder by our custom-built proportionally-controlled manifold system to give us the required variable speed for each leaf as it is raised and lowered.
Rolling Bridge: The second bridge, known as the hedgehog, combines hydraulic rams and electronic controls. The sculpture unfolds with an unrivalled elegance.
Benefit
The result is a pair of impressive bridges that is a centrepiece of Merchant Square and impresses local people as well as attracting tourists from around the world. People are truly mesmerised by their majestic splendour.

Challenge
A local customer, involved in construction of various equipment such as screeners, crushers, trommels and conveyors, required a full hose assembly solution that would not only provide exceptional products and an excellent service but also the security of continuous delivery on a scalable basis at a competitive price.
Concept
We understand that changing your hose supplier, or becoming a new hose supplier to another business, is a big decision. Therefore, we follow some standard working practices to demonstrate to our customers that our product and service will be of the upmost quality and that we operate to extremely strict deadlines. The concept demonstrated various aspects of the business including delivery, quality, cost, safety, staff, R&D and supply management.
Solution
All our customers are welcome to visit our facilities; this way we can showcase what we can offer. To ensure we meet customer scheduled orders and can also react to urgent requirements, we have over seven production lines across three sites. We also dual-source our hose, ensuring we hold at least a twelve-month stock. Not only do we follow a stringent training plan for all operators, we also utilise state-of-the art machinery providing outstanding hose assembly accuracy that gives us a competitive advantage which we can pass onto our customers.
The health and safety of our employees is paramount; we ensure our detailed product and machinery training encompasses PPE, first aid, fire evacuation and material handling. As well as a quarterly inspection, there is also an annual external audit where any corrective action is put in place and prioritised. We like to reward our employees based on quality and productivity, as well as encouraging them to provide feedback to challenges. With such a strong culture firmly embedded into the team, we all constantly strive to improve and develop our processes.
Benefit
Following the customers’ assessment of all our processes, we asked them to score us and provide feedback. We now regularly deliver high quality hose assemblies to the customer, and as a result the customer has increased their productivity by 4% and we reduced the customer’s costs by 5%.

Challenge
The Lee Tunnels are London’s largest and deepest shafts; the project was to eliminate sewage discharges to the River Thames and the lower River Lee via an enormous tunnelling system. The tunnel is required to store 350,000m3 of storm water and sewage, which is pumped out to Beckton STW following each tunnel’s filling event. As part of a major project to upgrade the London sewer system, the plan was to reduce 40% of the volume of sewage (39 million tonnes per year) flowing untreated into the Thames at Beckton, east of London. Our challenge was to provide the power and control of a system that would be used to open and close the tunnel gates, allowing easy flow over and control of 16m tonnes of waste water annually.
Concept
Design and assemble a complete hydraulic system, capable of controlling the flow of 3 cubic metres of sewage per second throughout the Lee Tunnel System, with an advanced electronic control panel.
Solution
A power pack was designed to provide the strength to open and close the tunnel gates and allow the sewage to flow through the Lee Tunnels. As the project developed, it became apparent that additional engineering and components were required to fully control and power the Thames Valley Sewage Tunnels. As a result, we were asked to supply the cylinders used to power the gates, manifold blocks and over 1000 metres of piping to facilitate the completion of the hydraulic system.
Benefit
The sophisticated requirements to electronically control the systems resulted in a number of changes to the electrical design. However, following a number of extended days and weekends, the customers’ requirements were met and this project was delivered on time and on budget. We were proud to provide cost-effective tailored solutions, delivered on time, which will generate significant environmental benefits and reduce sewage in the Thames (East London) by 40%.

Challenge
Many cars within the rail sector are equipped with a dated Waxstat-operated cooling system that can be inherently unreliable. When the engine reaches its optimum operating temperature, the thermostat opens and releases coolant to the Waxstat, which in turn melts the wax. Once the wax melts, a hydraulic pilot signal is released and closes a bypass valve within the hydraulic motor that drives a fan. Due to the on/off functionality of this system, it puts a high demand on the various components and therefore reduces its efficiency and reliability.
Concept
Upon investigation, our experienced engineers proposed an innovative electro-hydraulic solution. The concept was to replace the current Waxstat with an electro-hydraulic proportional fan drive system, consisting of a kit of parts including wiring, hose assemblies, temperate sensors and an electronic fan control system, with the option to integrate a variable displacement pump at a later date for further energy savings.
Solution
Our team has recently supplied the solution to both Arriva Trains Wales and Abellio ScotRail. Before the end of 2018 over 100 cars will benefit from this solution, which is designed for ease of installation and comes with easy-to-follow instructions. Our team has been on hand to ensure the new concept is commissioned correctly. The new electro-hydraulic system provides improved flexibility with live diagnostics data, available via a laptop, which allows engineers to adjust parameters with ease whilst optimising the efficiency of the cooling system. In addition, the solution provides a proportional fan speed and therefore increases efficiency and the life of components. As a fail-safe, and in the event of damage to the system, the fan is automatically set to run, ensuring that a train’s engine temperature is kept within required limits.
Benefits
The new system requires reduced pipework and therefore has lower installation costs. The parts required are supplied in a complete kit, allowing for quick and easy installation and commissioning. Our team pre-sets the parameters for convenience but these can be easily adjusted if required. Easy fault diagnosis for a reduction in maintenance time spent on the passenger cars. The electro-hydraulic proportional fan drive system provides improved efficiency. The option to use a variable displacement pump would further improve energy efficient and therefore reduce running costs. Ultimately, a vast increase in the reliability of train journeys, through decreased down time and reduced maintenance requirements.
Challenge
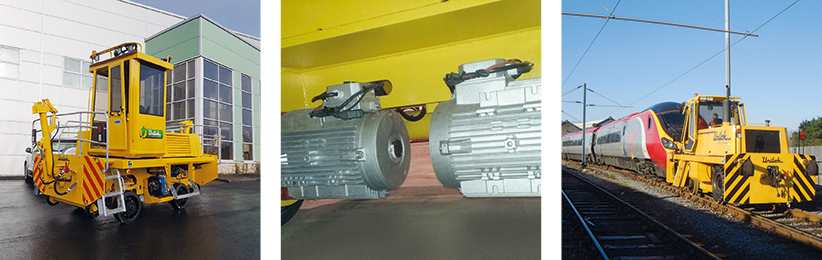
Unilokomotive Ltd is a long-standing customer who we have worked in partnership with, continuously improving the efficiency and versatility of their shunters. New emission rules and workshop air pollution regulations have now presented a new challenge. The electric drive shunter concept was created to shunt and move loads of up to 500 tonnes. This machine had to comply with both rail standards and the necessary safety controls in place including: controlling the speed to as low as 5 metres per minute, failsafe braking coupled with train braking, zero emissions, automatic coupling from the cab and anti-wheelspin.
Concept
To support the electric drive shunter, we designed an electro-hydraulic power pack which could be programmed to give various outputs depending on the function selected. The systems would be powered hydraulically to improve the traction control of the machines whilst allowing shunting of up to 50 times the shunter’s weight. The concept included provision of components that would allow easy operation and control by the operator and the flexibility of remote radio control.
Solution
Advanced control of AC induction motors fitted to each wheel-drive gearbox was achieved using individual controllers. Start-up ramps and speeds were programmed to achieve the traction required. By utilising the software interface for position and speed feedback from each motor, we achieved minimal wheel spin, leading to four times the lifespan of the rail wheels and complete control of the load being hauled. The hydraulic-controlled brake-release system, coupled with spring-applied pressure release hub braking, provided individual wheel braking and gradual emergency stopping. This was integrated into the air brake e-stop system for wagon brake control.
Benefits
The dual road/rail transmission drive system provides peak efficiency in moving heavy loads of up to 500 tonnes (machine weight 11 tonnes) on rails. Ability to program variable speed outputs for road and rail drives. 20kW AC motors are close coupled to 30:1 reduction gearboxes with spring applied pressure release brakes, providing significantly improved traction control. This system enables the machine to be moved with greater accuracy when moving wagons into position for wheel maintenance, which is carried out by a lathe that requires + or – 10mm using the inching function or the remote control. Efficient failsafe braking system. Tight turning radius on road drive with built-in linear-position feedback actuator. Provides vehicle developers with a highly cost-effective combination of power, performance and functionality.

Challenge
Our long-standing customer, Caley Ocean Systems, has designed and manufactured offshore handling systems for over 50 years. For many years we have manufactured power units to support their operations and have a strong partnership with them, providing full technical support on all hydraulics. One of the most recent projects required a hydraulic system to power an A-frame to launch and recover large submarines for rescue operations across the globe. Our challenge was to ensure that the unit could be globally transportable for MoD requirements and deployable within 24 hours, whilst ensuring the power generated by the system would be sufficient to perform the launch and recovery of large submarines.
Concept
Following our initial calculations, our engineers developed a conceptual power unit design that would fit within the confines of a 20-foot container and weigh below the specified limits for transportation. The concept would allow the unit to be easily placed into a container and shipped anywhere in the world and would be capable of generating extreme power with the ability to store up to 3,000 litres of oil.
Solution
Our design engineers set to work and produced a 3D model, allowing the technical team at Caley to check the product specifications complied with their design and sufficient power could be generated. Our experienced fabrications team built and assembled a robust structure within precise parameters, allowing sufficient space for integration of the hydraulic components and sophisticated electronic controls. As safety was paramount, the HPU was manufactured using premium components including Eaton valves, two 160kW IE3 electric motors, each driving a Hydrokraft 250cc pump with electronic flow and pressure control. The final design of the power unit was 5.9m x 2.3m x 2.3m, with the capability of generating 320kW power.
Benefits
As a result of the technical support provided, and our ability to supply a complete tested hydraulic system, the customer has been able to significantly reduce labour costs. Value added through consultation and advice on hydraulic circuit design, saving costs and improving operating efficiencies. Caley Ocean Systems were able to focus on the design of their products with confidence that they have a supplier who will ensure the hydraulics work effectively. This solution has given Caley Ocean Systems the ability to power submersible lighting of weights up to 46,000kgs and depths over 800m, whilst being relocatable within 24 hours.

Challenge
Did you know there are over two billion apples grown in the UK each year? Picking, collecting, packing and delivering these apples can be an expensive task. Harvesting soft fruits such as blackcurrants and raspberries provides an even more complex challenge, due to their nature and short shelf-life. Traditionally, people have been employed to carry out these manual mundane tasks, but this is often unreliable, extremely seasonal and does not provide the continuity of employment people seek. SFM Ltd recognised this problem back in 1985 and began to produce high-quality fruit-harvesting machinery. Their success has taken them from the UK to the world’s leading designer and manufacturer of advanced fruit-harvesting machines. With this success came demand for more machinery, bespoke harvesting equipment and innovative energy-efficient machinery.
Concept
Having dealt with various applications within the agricultural sector, our team of hydraulic engineers worked closely with the SFM technical team to provide a bespoke kit of hydraulic parts coupled with electrical controls to suit each machine. Most recently, the kit of parts was sourced from four members of the Group, which included gear pumps, gearboxes, motors, control valves, steering units, steering valves and electronic controls.
Solution
During the design stage of a new machine or new generation machine, the technical team met with our chief technical engineer to explain the application and their requirements. From the vast array of hydraulic pumps, motors, valves, electronics and drive shafts, coupled with our application experience within the field, we can assess and configure bespoke solutions. The chief technical engineer recommends a best mix of parts to meet the pressures, temperatures and speeds of the machine whilst also giving optimum efficiency savings. Following in-depth consultation and testing, for each machine type a bespoke kit of electro-hydraulic parts is designed, configured, assembled and delivered to suit each customer requirement. A recent innovation has been to incorporate two, seven-bank flow-sharing valves which are used to control five separate conveyors via just a single pump and motor.
Benefits
The flow-sharing valve provides an easy-to-install solution with the flexibility of making complex changes to the systems at a touch of a button. The load-sensing valves ensure that demand for oil is controlled, resulting in improved machine efficiency. With the help of our application engineers, SFM provide bespoke design and build services to their customers around the world.